











有限公司")



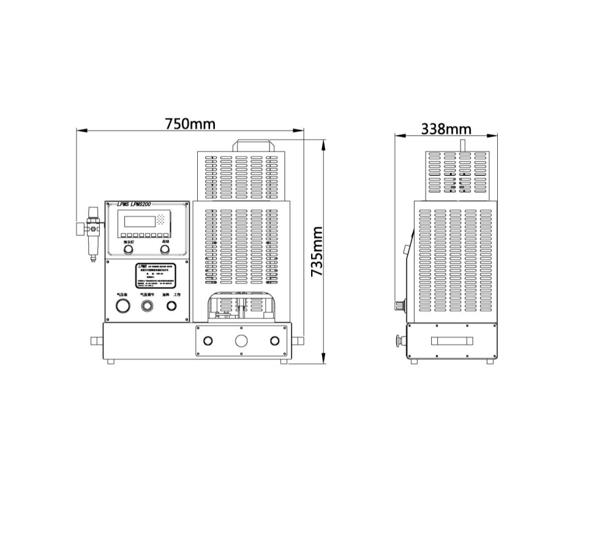
| 设备尺寸 / 重量 | 750 mm x 338 mm x 735 mm / 36 kg | 工作台面离地高度 | N/A |
| 总占用地面尺寸 | 750 mm x 340 mm | 包装尺寸/ 重量 | 860 mm x 450 mm x 835 mm / 56 kg |
| 熔胶系统与数量 | 一体式1升熔胶罐 x 1 | 自动加料系统 | N/A |
| 注胶枪型号与角度 | LPMS-G02 / 36.4° | 注胶管编号与数量 | N/A |
| 输入电压 | 200-240 VAC / 1 Phase / 50 Hz | 温控分区 | 1 |
| 温度范围 | 室温至250℃ | 最大功率 | 1.8 Kw |
| 最低工作气压 | 0.5 MPa | 用气量 | 0.05m3/min |
| 合模方式 | 气缸 | 合模压力 | 0.06-0.12 T |
| 合模行程 | 25 mm | 控制系统 | 文本型 |
普通的注胶机是螺杆挤压式,它的瞬间压力可达5Mpa以上,我们知道所有的液压物质都是不可能压缩的,且不说温度,就此压力和其动能转化成的热能 ,也足以将电子元件破坏掉。低压注胶机是使用变频技术,胶泵缓压供胶,在保护电路(IC)板的状态下完成注胶·密封·固定等作用,这也是手机原装电池用此工艺的真谛。
电子产品给生活带来诸多便利,向轻、薄、短小更多环保考量的趋势发展。电子产品设计者和制造商需要将电子产品制造地更加小型化,同时又需要让电子产品使用更多的电子元器件来增加更多的功能。电子产品在操作环境中的可靠性需要得到保障,留给产品保护工艺的压力很大并且空间其有限。本文将深入分析聚酰胺热熔胶低压注塑工艺在帮助制造商应对电子产品制造挑战中所起的作用。

聚酰胺热熔胶低压注塑工艺(以下简称低压注塑工艺)起源于20世纪80年代欧洲汽车工业,开发之初用于汽车连接器的包封保护。低压注塑工艺使用的化学材料是以二聚脂肪酸为基础的高性能聚酰胺热熔胶,该脂肪酸来自可再生资源,比如大豆,葵花籽和油菜籽,缩聚成二聚物。在缩聚过程中,该二聚脂肪酸和二胺发生反应,释放出水,生成聚酰胺热熔胶。这类热熔胶环保无卤无毒,耐温范围宽广,具有低温柔韧性,和高温无蠕变性,比其他热熔胶更加坚固结实,有类似于塑料的特性。聚酰胺热熔胶是一种热塑性材料,固化过程不会产生交叉链接,也不会释放任何有毒烟气,与环氧树脂或聚氨酯这些热固性材料相比有很大的优势。
低压注塑工艺中的聚酰胺热熔胶是单组份材料,在熔化和固化过程中没有化学反应没有溶剂挥发不会产生有毒气体,符合日渐严苛的环保要求。基于二聚脂肪酸的聚酰胺主要为非结晶质结构,分子结构及其复杂,非常不均匀,与普通聚酰胺材料相比,聚酰胺热熔胶有更强的柔韧性和冷挠曲性。熔化后普通聚酰胺材料的粘稠度比聚酰胺热熔胶要高很多,因此只能用传统的高压注塑设备来加工,而低粘度的聚酰胺热熔胶可以用低压注塑设备来加工。
成型后产品具有绝缘与防水等性能
低压注塑材料本身防水、耐高低温、阻燃、防尘防震等等,所以该种材料的成本相对较高,通常做一些精密电子组件的保护封装,精密电子的组件也都非常昂贵,高压机靠挤压的模式还是有伤害元器件的风险,所以低压以低压力送料入模成型的方式可完全不用担心元器件损害的问题。









