




防磨胶泥厂家报价明细 耐磨质地均匀#环氧耐磨料
防磨胶泥厂家报价明细 ——
一、施工说明
防磨胶泥在施工中需加入胶水。用于有腐蚀性气体管道和设备内壁,适应温度常温至1000℃。
胶水用量:一吨料需加入180kg~200kg的陶瓷胶水。
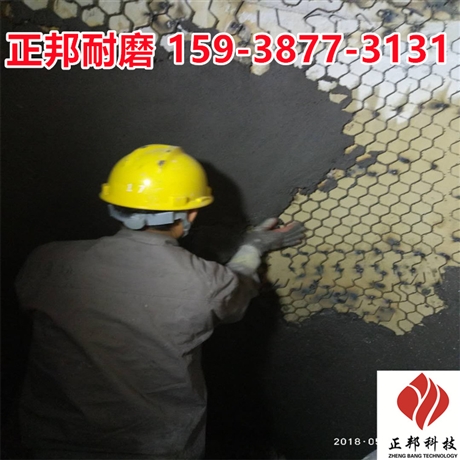
二、龟甲网焊接
在设备表面上焊接龟甲网,龟甲网采用电弧焊焊接,每个接触骨架空格内双面焊接,焊点间距约25毫米。其焊点抗拉强度平均值:380Mpa抗压强度平均值:560Mpa。
为了确保附着性,安装时应尽量调整龟甲网,使龟甲网和施工面之间的距离足以让陶瓷耐磨料包覆住龟甲网。
龟甲网的作用旨在使已涂抹上的耐磨涂料不致脱落,尤其是当垂直表面或施工面朝下时。需采用未经电镀和油漆的龟甲网。
三、混合与搅拌
搅拌:使用搅拌机,加入原料搅拌均匀。搅拌机内倒入100~150公斤的陶瓷耐磨料,(100公斤为标准),然后加入相对应的胶进行搅拌,直至涂料粘度适中方可使用。(搅拌时间为10分钟)
当涂抹一个大面积区域时,将其分成小区域,便于施工人员进行施工,增进施工进度。
四、检查环境温度
施工期间,施工地点的气温须控制在5℃至40℃之间,如气温过低时,材料本身及施工区域则须加温至5℃,直到陶瓷耐磨料涂抹完毕为止。但应避免在直接日晒或强风状况下施工,以防止陶瓷耐磨料表面的迅速干裂。

1.焊接;施工中首先就是要锚固焊接底部骨架龟甲网,龟甲网的焊接严格要求焊接点横向间距为20mm,纵向间距为10mm,这样才能使龟甲网和底部钢板能很好的焊接在一起,从而不会出现由于震动或者风速过大而导致龟甲网松动或者脱落。
2.检查焊接;龟甲网焊接完毕后需做初步检查,不能出现漏焊或者焊点间距过大等不合格问题,如有问题需及时加固,以保证基础骨架的牢固性。
3.准备搅拌;开始搅拌,一次不能往搅拌机倒入太多的防磨料,每次倒入四袋(100公斤)即可,倒入太多会导致材料搅拌不均匀从而影响材料性能。
4.开始搅拌;加入适量的固化剂,使防磨料与固化剂充分粉搅拌均匀,然后加入适量的胶水充分搅拌均匀,搅拌时间为10-15分钟为宜,直至耐磨陶瓷涂料与胶水形成一个黏度很大的湿球状,才能从搅拌机里放出来开始使用。
5.涂抹;操作人员需配备劳保手套、口罩、眼镜及防护帽等防护用品,如果在高空作业需要佩戴合格的防护带,从桶内取出适量耐磨料(每次约两公斤为宜),需用力涂抹在焊接好的龟甲网上,保证不能有空洞或压不实的现象,以保证防磨料紧密的和龟甲网及钢板结合在一起,垂直面和顶部需一次成型,不能分层涂抹,以防止出现起层现象。
6.检查;涂抹好的涂料不能有鼓包或塌落现象,如果发现及时然后重新涂抹,直到涂料与钢板紧密结合在一起方可使用。
7.保养;防磨料需过了保养期达到强度后才能正常使用,夏季一般为48小时,冬季一般为72小时。
以上就是对防磨料的讲解,希望对您有所帮助。


防磨料——适用范围:
| 序号
| 水泥厂的应用
| 燃煤发电厂的应用
| 钢铁行业的应用
|
| 1
| 立磨出风口至旋风筒或收尘器风管
| 省煤器至SCR炉烟道(进口烟道)
| 矿石、原煤输送料仓、料斗
|
| 2
| 立磨上、中、下壳体及地板
| SCR炉至空预器烟道(出口烟道)
| 台车三通斗、受料斗
|
| 3
| 立磨选粉机壳体
| 煤粉输送管道
| 烧结系统振动筛;料槽及选矿料斗
|
| 4
| 所有旋风分离器壳体及进出风管,包括旋风筒
| 磨煤机出口管道
| 燃煤锅炉烟道
|
| 5
| 篦冷机至电收尘器风管
| 中速磨筒体及分离挡板
| 燃煤锅炉输送管道
|
| 6
| 窑头、窑尾煤粉输送耐磨直管及弯头
| 排粉机机壳及风管
| 烧结床收尘系统
|
| 7
| 高温风机机壳及进出风管
| 燃煤气锥体
| 高炉入料溜管
|
| 8
| 煤磨选粉机壳体及进出风管
| 除尘器管道及弯头
|
|
| 9
| 水泥磨选粉机壳体、进出风管
| 干灰风选机内壳
|
|