





陶瓷片耐磨质量轻的优点,在耐磨损行业越来越广泛,例如钢厂、电厂补偿器、耐磨弯头经常需要粘贴陶瓷片。好多生产补偿器厂家对粘贴陶瓷片不太了解,下面对耐磨陶瓷补偿器讲解一下。

陶瓷耐磨波纹补偿器粘贴陶瓷

陶瓷片胶粘贴焊接陶瓷片
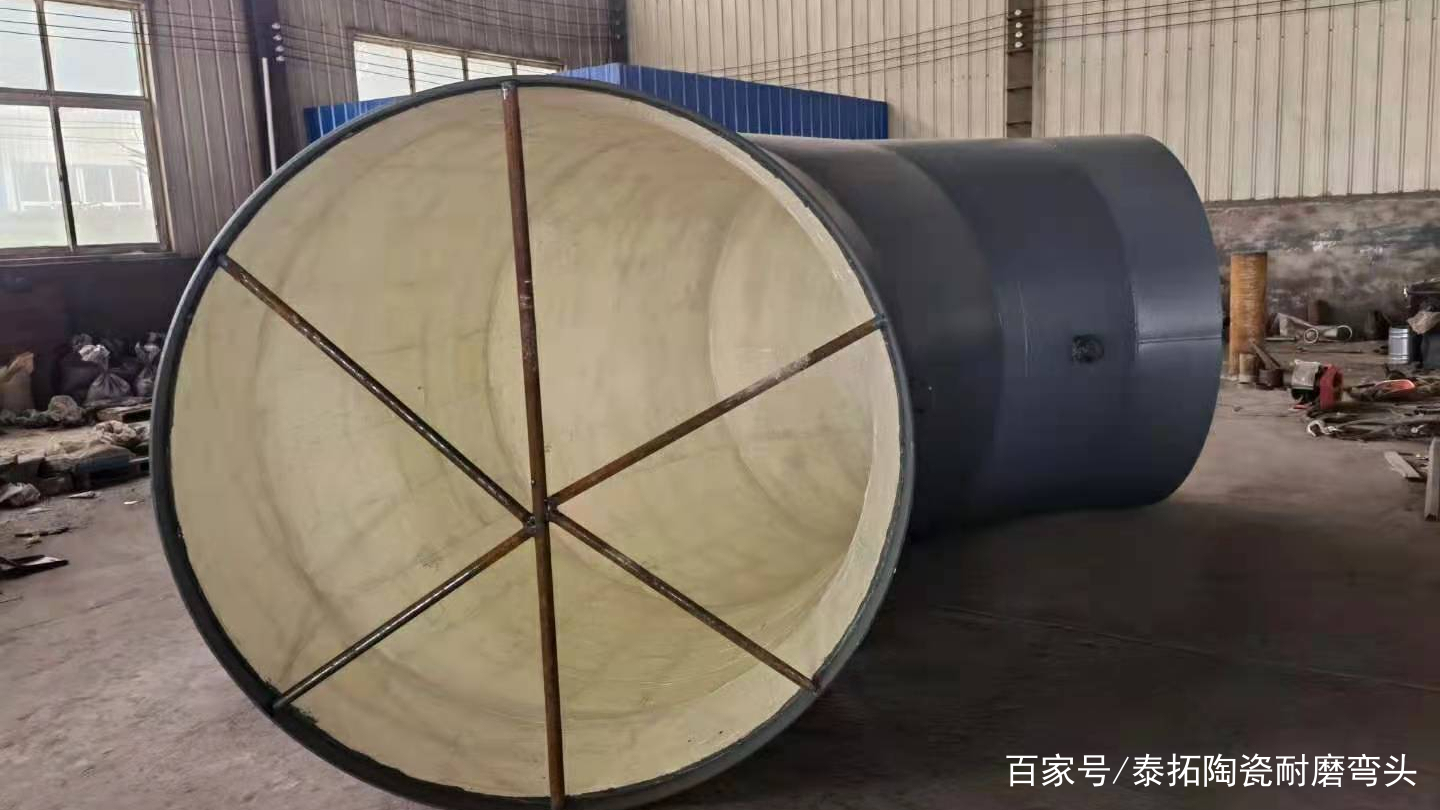
陶瓷片粘贴耐磨弯头
(1)波纹管结构:奥氏体不锈钢双层结构,内层0Cr17Ni14Mo2,外层1Cr18Ni9Ti(GB4238)。(2)波纹管毛坯用钢板卷制时,禁止采用环焊缝,一般情况下纵焊缝的条数及相邻两条纵焊缝的间隔符合标准要求。(3)当波纹管壁厚δ≤4mm时,波纹管本身及与波纹管相联的一切焊接采用氩弧焊。波纹管毛坯焊缝按jb928 “焊缝射线探伤标准”进行射线检查,质量标准按Ⅱ级要求。(4)组装膨胀节时,不得拉、压波纹管,保证波纹管自由长度在允许范围内。(5)不锈钢补偿器成形前,有缺陷(除裂纹缺陷外)的焊缝允许补焊,但在同一位置上只允许补焊一次,焊后的焊缝重新进行检查,成形后不允许补焊。波纹管成形后,允许有轻微的模片压痕,但不得有凹凸不平和大于钢板角偏差的划伤。(6)组装后的膨胀节,在筒节(或端管)上设置箭头标志,表示导流筒开口方向。(7)波纹管与筒节,中间筒节的焊接应采用氩弧焊,焊缝表面进行液体探伤。(8)不锈钢金属补偿器焊逢牢固_,无缺焊、烧穿、夹渣和错位。金属补偿器外表光滑平整、漆层均匀一致,无毛刺、漆瘤及严重划痕。(9)尺寸规格为Φ460*600mm(浓粉管)、约Φ406*600mm(淡粉管)的补偿器须内衬耐磨陶瓷。陶瓷内衬层厚度偏差≥+0.0mm,内贴陶瓷的相邻瓷片不平整高度差≤0.75 mm,沿气流方向的陶瓷接缝≤0.5 mm,垂直气流方向的陶瓷接缝≤1.0 mm,且沿气流方向的接缝陶瓷禁止出现反齿现象,陶瓷拼接处间隙以及与钢管内壁间须用高温胶紧密填充。