





水泥预制构件模具确定是否采用冲压加工和用何种冲压工艺加工,分析用何加工经济,根据冲压制件的结构形状和尺寸,初步决定采用何种排样,尽可能采用少无废料排样,在冲压制件实用性能和冲压工艺性能要求的前提下,应尽量采用经济廉价的材料。水泥预制构件模具冲压制件的工艺分析,根据冲压制件的生产批量对设备的要求,选择的冲压设备;根据冲压制件的图样,分析制件的形状特点、尺寸大小、公差等级、表面、装配关系等要求。小型预制构件生产线设备 预制构件生产设备 小型预制构件设备
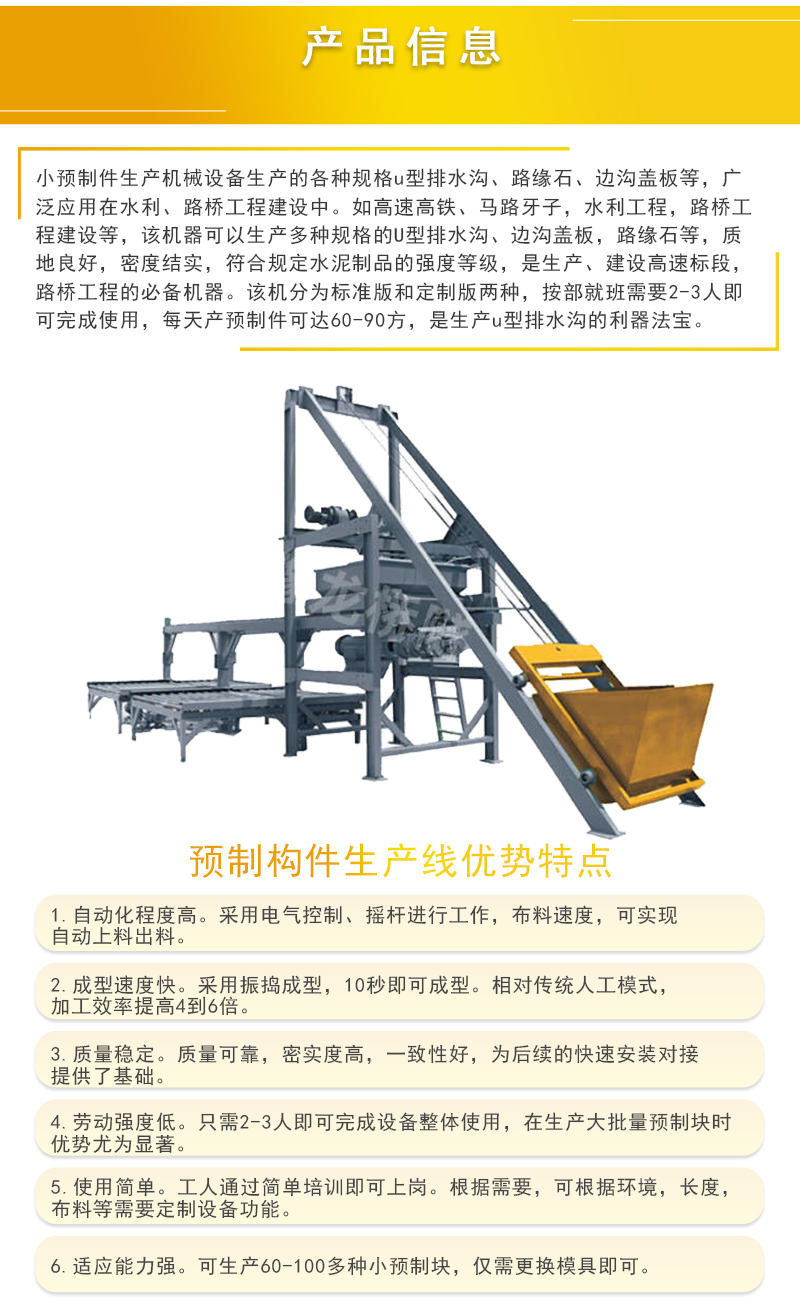
整个设备工作流程:1、先摇动③号十字摇杆,把摇杆向左或向右(根据设备具体安装方向)摇动,电机正转料斗,停备料域等待;2、摇动①号十字摇杆,向上摇动把装满料的斜拉斗上升给水平料斗给料,给料结束后向下摇动降下斜拉料斗;3、摇动③十字号摇杆,向上摇动给振床上的每个横具给料;4、分别向下摇动②十字号、④十字号摇杆,使振动平台振动,混凝土振平出光;5、分别向上摇动②十字号、④十字号摇杆,升降滚床升起预制件出货到叉车辊轮托盘上运往晒场。小型预制构件生产线设备 预制构件生产设备 小型预制构件设备

PC构件生产工艺流程:布料、震动、滚压成型等工位工序均设置在地面上,模台上的墙板成型完成后被推入升降平台,进而推入养护库。而升降平台及养护库则布置于地下。模台在养护库中养护完成后,又通过养护库另一端的升降平台至地面。之后被送入回程线,以完成模台墙板分离→墙板输出→模台清洗、涂油→墙架入模→重新进入布料台等工序。而此回程线则布置在地下养护库正上方的地面上(或者其一侧),极大单位面积的产能。小型预制构件生产线设备 预制构件生产设备 小型预制构件设备
数控划线机为桥式结构,采用双边伺服驱动,运行,工作效率高。带自动喷枪装置,自动调高感应装置及友好的人机操作界面,适用于各种规格的通用模型叠合板,墙板底模的划线。可根据实际要求处理复杂图形,定位保证图形的准确。德国进口IBE自动编程,操作简便,可控性强。具有数据连接口。小型预制构件生产线设备 预制构件生产设备 小型预制构件设备

上一篇: