



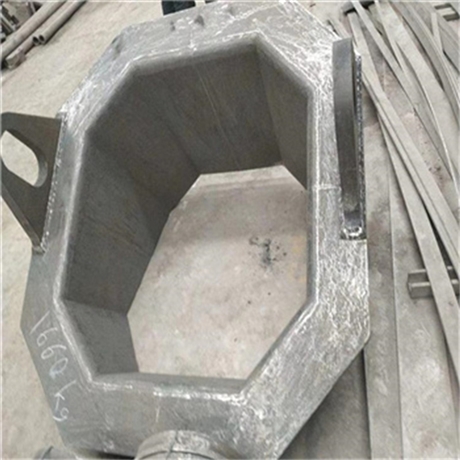
















高温铸件ZG45Cr20Co20Ni20Mo3W3铸件沙铸-鑫辉创!!!高温铸件ZG45Cr20Co20Ni20Mo3W3铸件沙铸-鑫辉创!!!高温铸件ZG45Cr20Co20Ni20Mo3W3铸件沙铸-鑫辉创!!!本实验是在高酸(pH1~1.5)和高浓度(.3%)条件下进行的,精矿中各杂质组分的总溶解率均匀约达25%。表4是精矿和终究浸渣(取白7#槽)的首要组分及它们的溶解率(一例)。从表中看出,这些杂质的很多溶解进入溶液中,不单加大了药剂耗费,还使很多杂质离子或化合物硫化堆积或混入金泥中,致使金泥的含金档次下降,在这些杂质离子和化合物浓度如此高的矿浆中,若不在浸出的一起选用铁浆法置换,金粒的表面就作钝化而下降浸出率,且会使已溶金很多硫化堆积于渣中而下降收回率,本实验在初始矿浆pH为1~1.5(H2SO48.96g∕L),浓度.3%(4.49g∕L)的条件下浸出,因为上述各种杂质的很多溶解,吨精矿耗费1.5kg,6kg。

高温铸件ZG45Cr20Co20Ni20Mo3W3无锡鑫辉创钢业有限公司是一家耐高温铸钢厂家之一,对于强度、塑性和韧性要求更高的机器零件,需要采用铸钢件。铸钢件的产量仅次于铸铁,约占铸件总产量的15%热处理工艺一般包括加热、保温、冷却三个过程,有时只有加热和冷却两个过程。这些过程互相衔接,不可间断。加热是热处理的重要步骤之一。金属热处理的加热方法很多,最早是采用木炭和煤作为热源,进而应用液体和气体燃料。电的应用使加热易于控制,且无环境污染。利用这些热源可以直接加热,也可以通过熔融的盐或金属,以至浮动粒子进行间接加热。金属加热时,工件暴露在空气中,常常发生氧化、脱碳(即钢铁零件表面碳含量降低),这对于热处理后零件的表面性能有很不利的影响。。
高温铸件ZG45Cr20Co20Ni20Mo3W3热处理时的氧化脱碳是预防的重点,加热时要严格控制炉内气氛,尽量缩短加热时间。弹簧钢经热处理后,一般要进行喷丸处理,使表面强化并在表面产生残余压应力,以提高疲劳强度。喷丸技术是将高速弹丸喷射到弹簧钢表面,使表面层在弹丸的冲击作用下发生塑性变形,由此产生强化及表面压应力,使弹簧钢的抗疲劳性能及耐应力腐蚀能力均得到改善的方法。喷丸在弧高值为.15-.6mmA时,可以改善表面粗糙度值>4μm的表面质量,延长了弹簧钢表面接触疲劳裂纹的萌生期,并使扩展裂纹多次分叉,扩展速度降低,使弯曲疲劳裂纹变得短而细,因而延缓了弯曲疲劳裂纹的形成及降低了裂纹扩展速度,弯曲疲劳强度提高42%-56%。铸钢化学成分分类按照化学成分铸钢可分为碳素铸钢和合金铸钢两大类。其中以碳素铸钢应用广,占铸钢总产量的80%以上。结果表明:试验钢在1150~1200℃固溶处理30min后的晶粒尺寸变化不大,超过1200℃后晶粒明显长大;保温时间对晶粒尺寸无明显影响;随固溶温度的升高和保温时间的延长,时效后钢中一次析出相的尺寸变小、数量减少;在700℃的时效过程中,M23C6相沿晶界析出。二次析出的Z相弥散分布在晶内,尺寸在100nm以下,时效时间超过1000h后M23C6相明显粗化,Z相的尺寸变化不大,但数量不断增多,在长时时效过程中起到显著的析出强化作用;随初始固溶温度的升高和保温时间的增长,相对应的长时时效态的高温屈服强度明显提高。
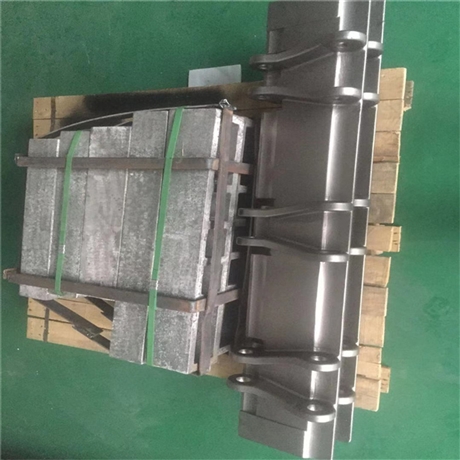
高温铸件ZG45Cr20Co20Ni20Mo3W3铸件沙铸-鑫辉创ZG45Cr20Co20Ni20Mo3W3通过校核,得出密封是否可靠的结论,在一定程度上减少了盲目性。对垫片的特性参数,DIN255发考虑到液体和气体的差别,因此数值有所不同,这在《ASME规范》中是没有的。另外,由于注意到垫片力、介质力对法兰产生的挠度、螺栓的拉伸、垫片的压缩、各种材料弹性模量在高温下的降低以及热胀冷缩,使得计算结果趋近于实际情况。在华特斯方法中,虽然也考虑到某些因素,如在计算密封宽度b时,计入了法兰变形对有效接触宽度的影响,但它不像后两种方法采用较严密的数学公式推导,而是定性的分析,所以计入的影响也是粗略的。碳素铸钢一般的,低碳钢ZG15的熔点较高、铸造性能差,仅用于制造电机零件或渗碳零件;中碳钢ZG25~ZG45,具有高于各类铸铁的综合性能,即强度高、有优良的塑性和韧性,因此适于制造形状复杂、强度和韧性要求高的零件,如火车车轮、锻锤机架和砧座、轧辊和高压阀门等,是碳素铸钢中应用多的一类;高碳钢ZG55的熔点低,其铸造性能较中碳钢的好,但其塑性和韧性较差,仅用于制造少数的耐磨件。烧结料层透气性变差,为调整烧结负圧采取的措施有:为改善透气性,在混合机增加衬板补焊角钢,加强混合料制粒,同时利用检修机会使用高压水处理混合机粘料,提高人烧混合料中+3mm含量。人烧混合料水分由7.4%调整至7.6%。在一混机红泥配加管路上增加了逆流过滤罐,定期排放杂物,杜绝杂物进人红泥管路,保证了红泥稳定配加。在接卸红泥的池子中增加间距为10mm的箆子,过滤出的杂物及时清理。④将整体式压料板改为错位分段式压料板,布料过程中,台车两测布料可适当提高4-5mm,减少边缘漏风,烧结过程风量均衡使用,改善烧结原始透气性。










