




















龟甲网耐磨料 龟甲网耐磨陶瓷 厂家发货及时
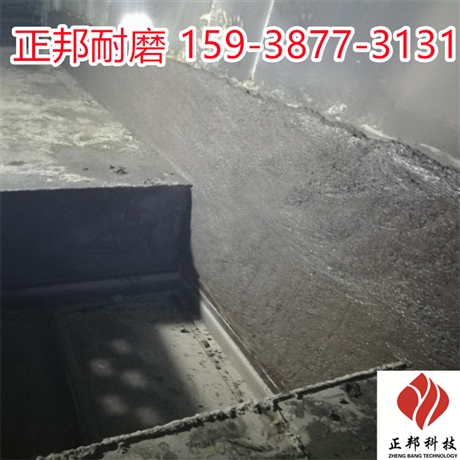
龟甲网耐磨料 施工步骤:
(1)龟甲网焊接:在设备表面上焊接龟甲网,龟甲网采用电弧焊焊接,每个接触骨架空格内双面焊接,焊点间距约20毫米。其焊点抗拉强度平均值:380Mpa抗压强度平均值:560Mpa。
(2)混合与搅拌:搅拌:使用搅拌机,加入原料搅拌均匀。陶瓷耐磨料在施工中需加入胶水,用于有腐蚀性气体管道和设备内壁,搅拌机内倒入100~150公斤的龟甲网耐磨料,(100公斤为标准),然后加入相对应的胶进行搅拌,搅拌时间10分钟左右,直至涂料粘度适中方可使用,适应温度常温至1000℃。
胶水用量:一吨料需加入180kg~200kg的陶瓷胶水,(冬季胶水用量大约为180公斤,夏季胶水用量约为200公斤)。
(3)检查与养护
施工期间,施工地点的气温须控制在5℃至40℃之间,如气温过低时,材料本身及施工区域则须加温至5℃,直到陶瓷耐磨料涂抹完毕为止。但应避免在直接日晒或强风状况下施工,如有强风或者阳光直射在刚涂抹好的部位应当加以防护,以防止龟甲网耐磨料表面迅速凝固从而导致表面出现裂纹。气温在25摄氏度左右养护固化时间为48小时,冬季施工保证气温在5度以上固化时间为72小时。
龟甲网耐磨料 性能指标
项目名称 参数
适用温度(℃) ≤1000
主要化学成份: AL203≥65% SIO2≥20% CAO≤2%
密度(g/m3) ≥2.9
抗压强度(28天)Mpa ≥150
抗折强度(28天)Mpa ≥25
常温耐磨性(28天) ≤1.0
线变化率(815℃X3H) 0.1
导热系统(W/M.℃) 2
比热(KJ/Kg.℃) 0.9
加胶水比例(%) 20%
龟甲网材质 Q235








