



















耐磨胶泥--郑州陶瓷耐磨料ZB01 精益求精
耐磨胶泥——施工的时候虽然简单快捷,但是施工中需要注意的事项还是较多的。
1、如果施工中搅拌的不均匀,会直接影响涂抹后的耐磨效果。
2、该胶泥施工时有一种用胶水结合使用,如果比例没有调好或者胶水不好的话,会导致涂抹时涂抹不上或者是涂抹后脱落的现象出现;这也是为什么采购的时候不要一味地贪图便宜,也要保障耐磨涂料的质量,以防出现脱落或者涂抹不上的问题。
3、防磨胶泥施工后有时会出现干裂的情况,这个也是因为施工时防磨胶泥没有严格按照施工工艺操作导致的这个故障的出现。
综上所述,防磨胶泥虽然施工操作简单便捷,但是也要严格按照防磨胶泥的施工工艺来操作。市场数据显示,防磨胶泥的稳定性是有保证措施的:产品从原材料采购、进货检验、生产过程监控、成品检验、成品出库到运输以及现场施工作业均严格按照公司程序文件执行,从而保证了产品的稳定性。

耐磨胶泥——适用范围:
| 序号
| 水泥厂的应用
| 燃煤发电厂的应用
| 钢铁行业的应用
|
| 1
| 立磨出风口至旋风筒或收尘器风管
| 省煤器至SCR炉烟道(进口烟道)
| 矿石、原煤输送料仓、料斗
|
| 2
| 立磨上、中、下壳体及地板
| SCR炉至空预器烟道(出口烟道)
| 台车三通斗、受料斗
|
| 3
| 立磨选粉机壳体
| 煤粉输送管道
| 烧结系统振动筛;料槽及选矿料斗
|
| 4
| 所有旋风分离器壳体及进出风管,包括旋风筒
| 磨煤机出口管道
| 燃煤锅炉烟道
|
| 5
| 篦冷机至电收尘器风管
| 中速磨筒体及分离挡板
| 燃煤锅炉输送管道
|
| 6
| 窑头、窑尾煤粉输送耐磨直管及弯头
| 排粉机机壳及风管
| 烧结床收尘系统
|
| 7
| 高温风机机壳及进出风管
| 燃煤气锥体
| 高炉入料溜管
|
| 8
| 煤磨选粉机壳体及进出风管
| 除尘器管道及弯头
|
|
| 9
| 水泥磨选粉机壳体、进出风管
| 干灰风选机内壳
|
|
耐磨胶泥的研究与应用施工方法:
(一)、施工条件:
1.施工时基材表面温度须大于露点温度3℃,相对湿度须低于60%;
2.建议施工15℃~32℃环境温度下进行。
(二)、制定施工方案:
1.根据浮选槽磨损情况,或选择局部修或做整体涂层防护处理;
(三)、表面处理:
1. 对设备冲蚀缺损部位进行补焊,选用与设备基材同材质或接近的钢板/钢筋进行骨架焊接;
2. 物料、脱脂、除潮处理:用高压清洗设备对浮选槽需修部位进行清洗,设备表面的物料、铁锈、污泥等杂质,并且应无油污、无粉尘。
3. 喷砂除锈:工件表面的氧化层,目视检查,喷砂面可见均匀的金属本色。喷砂处理完的工件不允许用带油脂手套直接接触喷砂面,喷砂处理后工件要注意防潮。
(四)、耐磨材料选用:
1.ZB-01耐磨陶瓷涂料
该材料具有耐水、耐油、性。适用(-20℃-250℃)设备过流冲蚀、设备的大面积修、设备预涂耐磨层,如旋流器、浮选柱、浮选机、泡沫槽、分级机、搅拌桶、溜槽、管件类等修。
(五)、耐磨材料施工:
1、ZB-01电厂耐磨陶瓷涂料使用注意事项:
①.严格按照ZB-01电厂耐磨涂料的比例混合,搅拌均匀。搅拌不均匀会出现局部不耐磨情况。具体调和比例及固化时间参照产品数据表。
②.充分混合材料后需在3分钟内用完,否则材料会固化变硬,固化后的材料不能使用,如果使用固化后的材料会出现局部掉层现象。
2、ZB-01电厂耐磨涂料使用顺序:
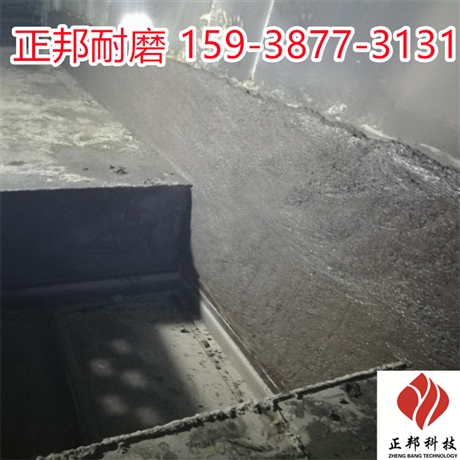
①.将ZB-01电厂耐磨涂料按比例混合搅拌均匀,用喷涂机对浮选槽大面积喷涂处理,对局部小区域改用人工处理,用泥抹板或塑料刮板将混合后的修材料涂与设备局部进行涂层处理,朝一个方向涂抹,一边涂抹一边压实;
② .ZB-01电厂耐磨涂料按比例混合,用喷涂机对浮选槽底部进行喷涂处理;
③.在材料初固前,使用刮板将涂层的材料表面修理平整;
④.固化:修平整后,常温固化24小时后便可投入使用,气温较低时,可采取加温设备进行升温固化。
(六)、研磨验收:
1.研磨:加温固化后的对不平整部分进行研磨处理,打磨平整;







