








有限公司")


亚崴A+系列立式加工中心机,專為重切削加工需求所設計具備超高剛性的機體結構與廣泛的應用範圍等特性,是所有同級機種中獲得性價比的機種之一,值得您立即擁有。
模組化的主軸設計,提供不同的切削特性。選擇齒輪式主軸,提供強悍的重切削能力。
三軸全硬軌設計,經熱處理後再精密研磨,符合重切削應用所需的剛性需求。
高效率 24T 刀臂式刀庫,換刀迅速且具備極高的可靠度。
完整的系列機型,X 軸行程 850 ~ 2,500 mm ; Y / Z 軸行程 600 ~ 1,000 mm,滿足各種工件尺寸之加工應用。
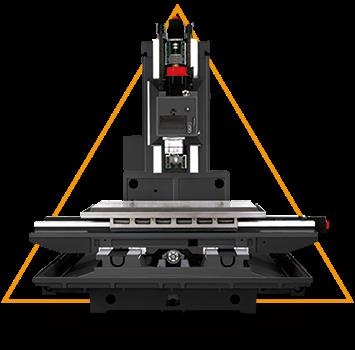
高剛性結構設計
所有鑄件結構皆經過 FEA 有限元素分析,具有設計化、結構輕量化等優點,確保整機結構剛性
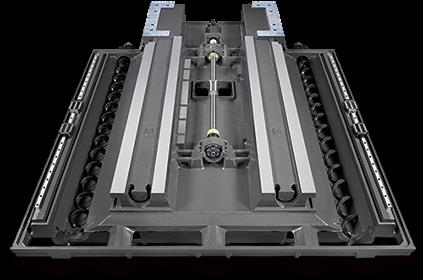
△ ( Delta ) 大跨距立柱結構,即使高速位移頭部亦不晃動,提供極佳的切削剛性。
運用貝賽爾支點的設計概念,提供 Y 軸鞍座穩固的支撐並確保全長彎曲量達到小,大幅提升工作台的動態精度
機型A+ 850A+ 1020A+ 1200A+ 1460
X 軸行程850 mm1,020 mm1,200 mm1,400 mm
Y 軸行程600 mm
Z 軸行程600 mm
主軸中心至立柱軌道面距離680 mm
主軸鼻端至工作台中心距離125 ~ 725 mm
工作台
工作台尺寸 ( X 方向 )1,050 mm1,120 mm1,300 mm1,500 mm
工作台尺寸 ( Y 方向 )600 mm600 mm600 mm650 mm
工作台載重量850 kg1,000 kg1,200 kg1,400 kg
主軸
主軸內孔規格BT40 / BT50 ( 選配 )
主軸馬達 ( 連續 / 30 分鐘 )7.5 / 11 kW
主軸轉速皮帶式 8,000 rpm
三軸進給
X / Y 軸快速進給速率24 m/min.
Z 軸快速進給速率20 m/min.
切削進給速率1 - 15 m/min.
刀庫
刀庫容量24 T ( 圓盤式刀庫 )
長度250 mm
重量7 kg
直徑 / 鄰刀空? 75 mm / ? 150 mm
精度
定位精度 ( ISO230-2 )0.008 mm
重現精度 ( ISO230-2 )0.006 mm
一般規格
控制器FANUC Oi -MF / 31i -MB / MITSUBISHI M80 / M800
氣壓需求6 kg/cm2
電力需求25 kVA
切削液容量330 liter330 liter350 liter370 liter
機器重量6,500 kg6,800 kg7,300 kg8,000 kg
本公司保留因技術需求,隨時更改內容及文字之權利。

硬轨的缺点:
1、材质不均匀,因为一般是铸造成型,所以材质中容易产生夹砂,气孔,疏松等铸造缺陷,导轨面若存在这些缺陷,大型立式加工中心对导轨的使用寿命和机床精度都是很不利的影响。
2、加工难度较大,因为这种类型的导轨一般是跟机床的主要部件例如底座、立柱,工作台,滑鞍等一体相连,所以在加工过程中,其形位公差,粗要求,时效处理,淬火处理等过程难以控制,从而导致零件的加工质量不能达到装配的要求。
立式加工中心机
3、装配难度大,“装配”这个词的意思就是既要装也要配,而这个配的过程就是一个技术与体力相结合的过程,不是一般的工人可以完成的,需要技术相对数量,对机床整体精度都有相当把握的装配工人才能完成,同时还需要配备铲刀,平尺、角尺、方尺、百分表,立式加工中心机千分表等相应工具才能完成。
4、使用寿命不长,这个只能是相对而言,在同样的保养和使用条件下,普遍的硬轨的使用寿命是小于线轨的使用寿命的,这和他们的运动方式有很大的关系,硬轨是滑动摩擦运行的,而线轨是滚动摩擦运行,从所受的摩擦力而言,硬轨所受的摩擦力要远远大于线轨所受的摩擦力,特别是在润滑不充分的情况下,硬轨的摩擦更甚。
5、维修成本过高,硬轨的维修无论在难度上还是维修成本上都远远大于线轨的维修,如果在铲刮余量不足的情况下,可能牵涉到将机床的大件全部拆散,从新做淬火处理和机械加工,更甚者可能会要重新铸造该大件,而线规只要更换相应的线轨即可,基本上不会很大的影响相关大件的使用。
6、机床的运行速度低,硬轨因为其运动方式和说承受的摩擦力过大,所以通常不能承受过快的运行速度,这和现在的加工理念是有一定的相违背的。尤其很多工厂的工人并不具备机床相应的保养知识,很多时候他们只知道使用机床,却很大程度的忽略了机床的保养,而机床轨道的保养是重中之重,一旦轨道润滑不充分,就会引起轨道烧死或者磨损过渡,这些对机床的精度而言都是致命的伤害。
硬轨的优点:
1、能够承受更大的载荷,适合大刀量,大进给的粗加工机床。
2、因为导轨的接触面积大,机床运行更加平稳,适合对机床振动要求较高的机床,。
3,齒輪式主軸設計,提供充裕的扭矩輸出
4,三軸全硬軌設計,滿足重切削的剛性需求
5,關鍵接觸面精密手工鏟花,確保優異的加工精度







