



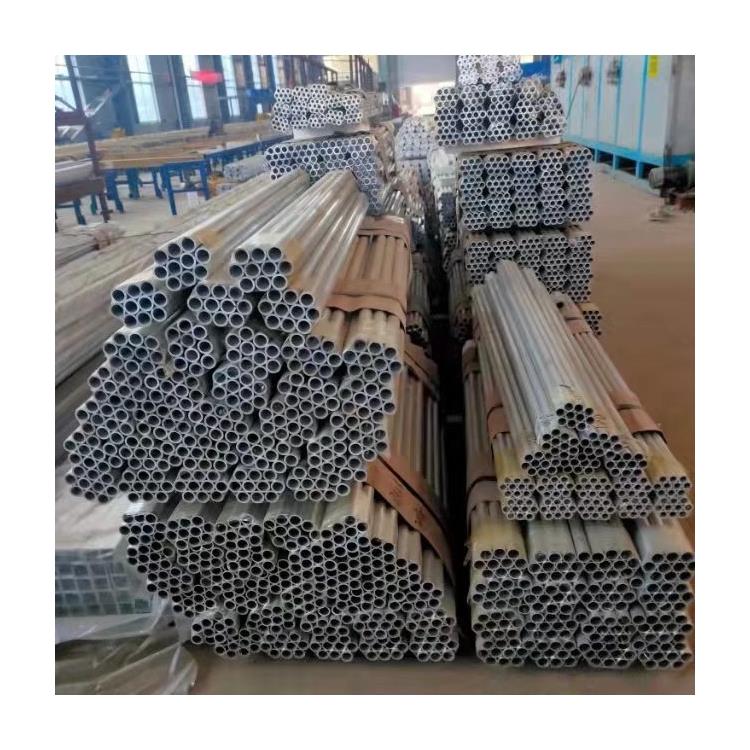





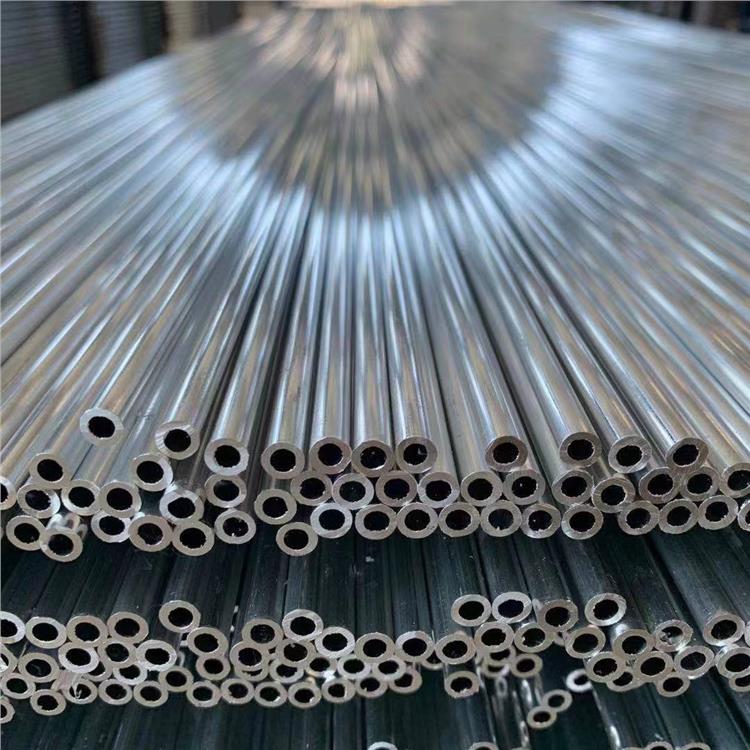







铝管可有一个或多个封闭的通孔,壁厚、横截面均匀一致,以直线形或成卷状交货,广泛用于汽车、轮船、航天、航空、电器、农业、机电、家居等行业。
铝管焊点的工艺程序:
1、先将铝管内充入无杂质的干细沙,并木锤敲实,然后用木塞堵住两端铝管口,再在管壁上画出加热长度的记号,应使弯铝管的直边长度不小于其管径,且不小于30mm;
2、用木碳对铝管身的加热段进行加热,如采用焦炭加热,应在关闭炭炉吹风机的条件下进行,并不断转动管子,使加热均匀;
3、当铝管加热至400~500℃时,迅速取出铝管放在胎具上弯制,铝管在弯制过程中不得在管身上浇水冷却;
4、热煨弯后,铝管内不易清除的河沙可用浓度15%~20%的在管内存留3小时使其溶蚀,再用10%~15%的碱中和,以干净的热水冲洗,再在120~150℃温度下经3~4小时烘干。

铝管加工过程中怎样减少变形:
1、建议使用轴向夹紧夹具,这也是一种简便的防止铝棒变形的方法;
2、加注切削液冷却工件,这样可以减少铝棒的铸造变形;
3、加装夹接触面如使用开缝套筒使接触面扩大,夹紧力均匀分布在工件上,不易产生变形。这种方法还可以提高三爪自定心卡盘的装夹精度,能达到较高的同轴度;
4、增加工艺肋在铜套的装夹部分,几根工艺肋,夹紧力作用在肋上,以减少铝棒变形。
铝管指用纯铝或铝合金经挤压加工成沿其纵向全长中空的金属管状材料。可有一个或多个封闭的通孔,壁厚、横截面均匀一致,以直线形或成卷状交货。广泛用于汽车、轮船、航空、电器、农业、机电、家居等行业。
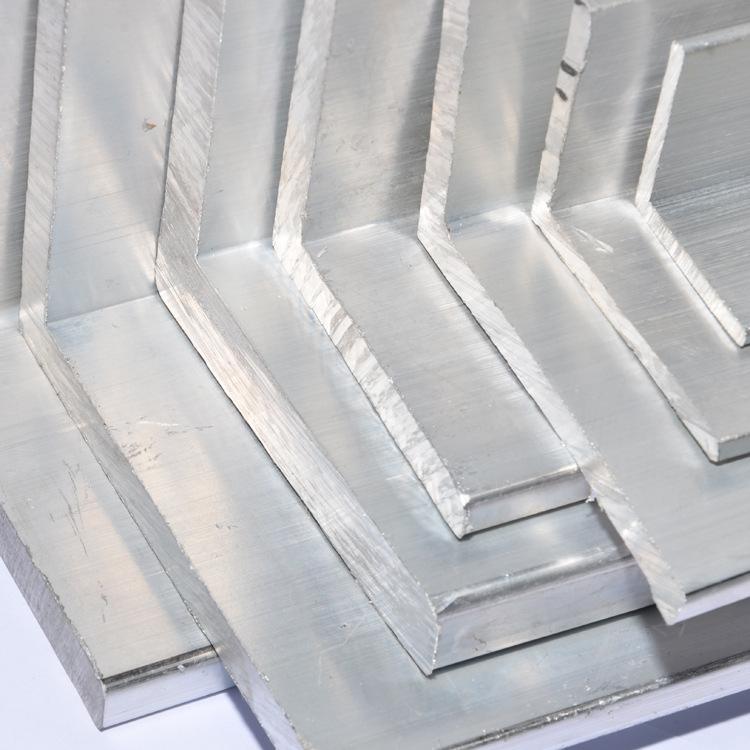
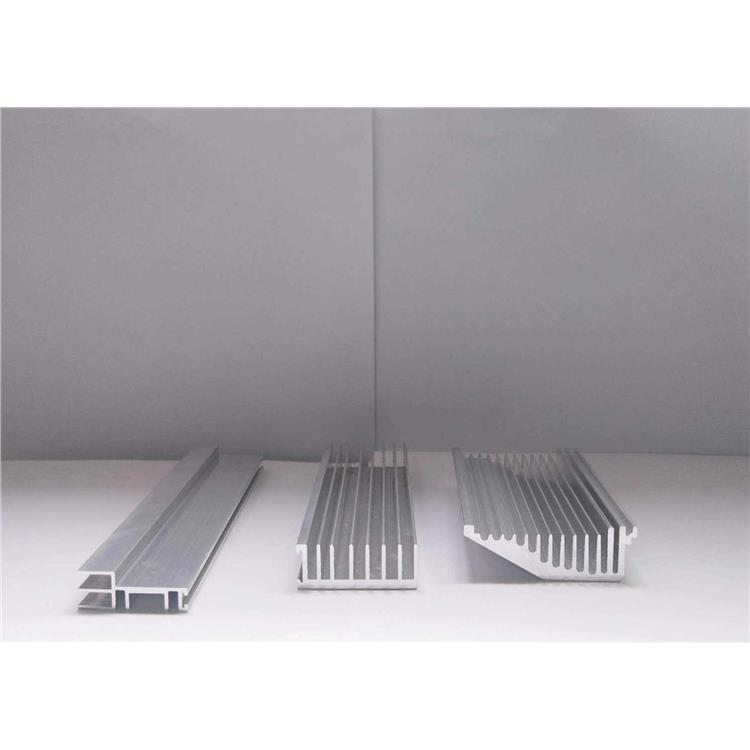
铝管按外形分:方管、圆管、花纹管、异型管;
铝管按挤压方式分:无缝铝管和普通挤压管;
铝管按精度分:普通铝管和 精密铝管,其中精密铝管一般需要在挤压后进行再加工,如冷拉精抽,轧制;
铝管按厚度分:普通铝管和薄壁铝管;
铝管性能:耐腐蚀、重量轻。
铝管的焊接可以采用如下几种焊接方式焊接:
1、常用的是氩弧焊焊接,焊丝选用4系,5系,6系,在一般的五金商店都有卖的;
2、低温的M51配合M51-F焊丝焊接在工作温度179度的环境下操作,对于1、2、3、4、6系的焊接材料的亲和性比较好,多用于对变形控制要求特别严格,或者特别薄的情况下的焊接;
3、WE53低温铝焊条对于7个系列的铝合金的焊接,焊接工作温度在380-400度,优势在于焊接的时候不需要任何的助焊剂焊接,这样防止在焊接的过程中产生一些钎剂残留,而且焊接强度非常高,可以解决3系铝合金与铸件,或者压铸件的焊接;
4、Q303低温铝焊丝对于1、2、3、4、6系的铝合金焊接性也体现出一些的优势在于角度不太好的狭小间隙焊接。
我们公司的原则是:“ 诚实守信,服务至上,互惠互利,共谋发展”我们将以与您携手发展、共创辉煌!竭诚欢迎新老用户光临!真诚希望与各界朋友精诚合作,共创美好未来!








