











有限公司")



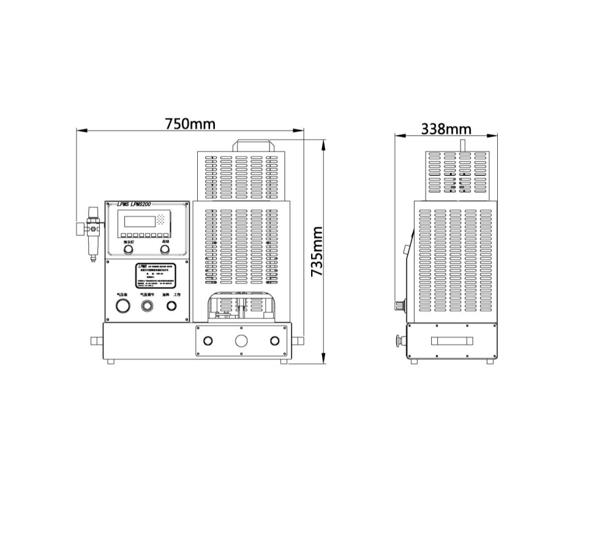
| 设备尺寸 / 重量 | 750 mm x 338 mm x 735 mm / 36 kg | 工作台面离地高度 | N/A |
| 总占用地面尺寸 | 750 mm x 340 mm | 包装尺寸/ 重量 | 860 mm x 450 mm x 835 mm / 56 kg |
| 熔胶系统与数量 | 一体式1升熔胶罐 x 1 | 自动加料系统 | N/A |
| 注胶枪型号与角度 | LPMS-G02 / 36.4° | 注胶管编号与数量 | N/A |
| 输入电压 | 200-240 VAC / 1 Phase / 50 Hz | 温控分区 | 1 |
| 温度范围 | 室温至250℃ | 最大功率 | 1.8 Kw |
| 最低工作气压 | 0.5 MPa | 用气量 | 0.05m3/min |
| 合模方式 | 气缸 | 合模压力 | 0.06-0.12 T |
| 合模行程 | 25 mm | 控制系统 | 文本型 |
低压注塑工艺的主要设备包括:低压注塑机、低压模具、高性能的热熔胶、和与之相对应的工艺参数。由于低压注塑工艺具有的上述优势,所以它广泛应于精密、敏感的电子元器件的封装和保护。其应用领域包括:汽车电子、电子、IT行业、新能源产业、节能产业等行业中所需要的联接器、传感器、微动开关、线束,软性电路板、PCB等产品的包封。
电子产品给生活带来诸多便利,向轻、薄、短小更多环保考量的趋势发展。电子产品设计者和制造商需要将电子产品制造地更加小型化,同时又需要让电子产品使用更多的电子元器件来增加更多的功能。电子产品在操作环境中的可靠性需要得到保障,留给产品保护工艺的压力很大并且空间其有限。本文将深入分析聚酰胺热熔胶低压注塑工艺在帮助制造商应对电子产品制造挑战中所起的作用。

制程压力低(0-6MPa),不会损伤零部件
聚酰胺热熔胶低压注塑工艺(以下简称低压注塑工艺)起源于20世纪80年代欧洲汽车工业,开发之初用于汽车连接器的包封保护。低压注塑工艺使用的化学材料是以二聚脂肪酸为基础的高性能聚酰胺热熔胶,该脂肪酸来自可再生资源,比如大豆,葵花籽和油菜籽,缩聚成二聚物。在缩聚过程中,该二聚脂肪酸和二胺发生反应,释放出水,生成聚酰胺热熔胶。这类热熔胶环保无卤无毒,耐温范围宽广,具有低温柔韧性,和高温无蠕变性,比其他热熔胶更加坚固结实,有类似于塑料的特性。聚酰胺热熔胶是一种热塑性材料,固化过程不会产生交叉链接,也不会释放任何有毒烟气,与环氧树脂或聚氨酯这些热固性材料相比有很大的优势。
在实际应用中,需要融合不同的原材料来实现多样化的特性以及不同的颜色方案,比如抗紫外线和热稳定性,高硬度,耐化学溶剂,高绝缘强度等等。由于这种融合,这类聚酰胺材料没有明确的熔点,而是具有较为宽泛的软化范围,也是一个玻璃化温度范围。聚合物对温度的敏感性一般用环球软化点来表征,软化点表述的是固体向液态的转化温度,这个数值对于工艺过程非常重要,因为注塑温度必须超过这一数值。
低压注塑机是没有螺杆装置的,注胶通过齿轮泵和胶管和胶。低压注塑是通过热熔胶的预加热成型的。低压注塑设备为三段加温,提前将材料融化成液体状,通过对产品实际需求和温度的调节,可以改变CPS,直至合适产品的流动性,所以这些是高压机无法达到的。普通注塑设备(传统注塑)将压力调到,因为材料的粘度大,可能存在注胶不充分,也就是缺胶的情况。另外,低压注塑的材料具有良好的粘接性能,是传统的工程塑料无法比拟的。









